Process Development and Control in Metal Additive Manufacturing
By: George Baggs
George is a Systems Engineer at Moog Inc., working in the Space and Defense Group at Moog’s East Aurora, NY location
Click to read Issue #2 of this blog series > Issue #2: Process Development and Control in Metal Additive Manufacturing
The Problem Statement
The Laser Powder Bed Fusion (LPBF) process used in Moog’s Additive Manufacturing Center (AMC) is complex with a multitude of variables, any one of which…if incorrect…can result in poor-quality and unusable parts. One of the primary challenges for setting up an LPBF additive manufacturing (AM) machine resides, therefore, in the proper optimization and control of the various parameters along the process chain.
Sources of Variation
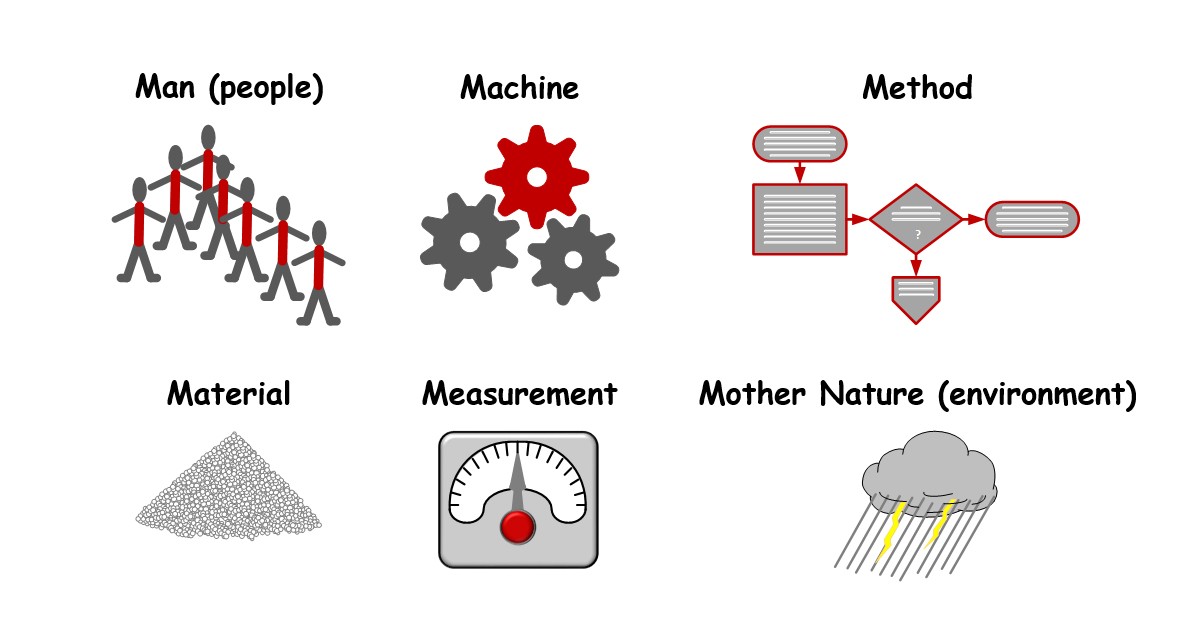
The 6-Ms from the Six Sigma discipline provide a context here for what potentially would influence variation in an LPBF process and therefore require quantification and control of their associated effects.
 DOE AM Sample Blocks for Within-Build-Plate
Spatial Treatment Combinations
DOE AM Sample Blocks for Within-Build-Plate
Spatial Treatment Combinations
 Cube Representation of a Three-Factor CCD Face-Centered DOE Matrix
Cube Representation of a Three-Factor CCD Face-Centered DOE Matrix