A New Way of Looking at Metal Additive Manufacturing Processes
By: George Small |
George is a Principal Engineer at Moog Inc., working in the Space and Defense Group at Moog’s East Aurora, NY location.
Click Here to read Issue #2 of George Small's Veripart Blog
Click Here to read Issue #3 of George Small's Veripart Blog
ENTER ADDITIVE MANUFACTURING
Our first forays into additive manufacturing (AM) go back over 15 years. With our background in manufacturing of complex parts, we could easily see the value of direct digital fabrication. Printing of polymer parts for fit checks, prototypes and tooling became commonplace at Moog. But the real target for us was metal additive parts. Powder bed laser technology looked to be the most mature and suitable for our typical Moog applications. But results of our early trials were disappointing to say the least. Delamination between layers was common, porosity abundant, and material properties lacking. Every few years we would try a few more parts at outside service vendors with comparable results. The technology did not seem ready for our demanding applications.
About 5 years ago things started improving on the AM front. Quality of AM parts was rapidly getting better as machines matured and became readily available. In 2013 a grass roots cross-Moog initiative grew into a Moog Additive Manufacturing Center (AMC), located at our company’s East Aurora, NY headquarters. We have two Renishaw AM250 machines dedicated to research in support of our 5 element AMC charter:
- Gain Material Understanding
- Establish and Capture Process Knowledge
- Make Parts
- Communicate and Educate
- Understand the Broader Business Impacts (now and in the future)
To date we have produced over 6000 parts out of our Moog AMC, the research work continues.
OPPORTUNITIES AND CHALLENGES IN ADDITIVE MANUFACTURING
Additive manufacturing allows for the production of parts with complexity that can’t be easily matched by traditional manufacturing methods. It can be used to produce impossible-to-machine features, it can produce parts without seams or joints. Complex geometric or organic shapes are often only possible and practical to produce using additive manufacturing methods. But there are still challenges to be met in getting AM into widespread use. Opportunities and challenges for AM production of metallic parts are presented in the table below:
| Opportunities & Benefits |
Challenges & Complexities |
- Supply chain optimization
- Greater geometric flexibility
o Complexity comes for free
- Rapid turnaround, faster time-to-market
- Customization & redesign opportunities
- Tooling elimination
- Operating cost & spare part inventory reduction
- Sustainability & energy efficiencies
- Accurate & repeatable
- Compatible with other processes
|
- Lack of released standards
- Material Properties, Design Allowables
- Process Control for LPBF AM
- Powder specifications
- Thermal Processing
- Design of AM components
- Surface Finish Treatments, FOD removal
- NDI of AM Parts
- Cyber security
|
At Moog, a significant portion of our research efforts are aimed at addressing the challenges above. The list is long, with significant work still to be done. At Moog we actively seek out strategic partnerships and alliances to address the challenges and to cultivate the opportunities. We feel that through partnerships we can gain greater velocity than we could on our own.
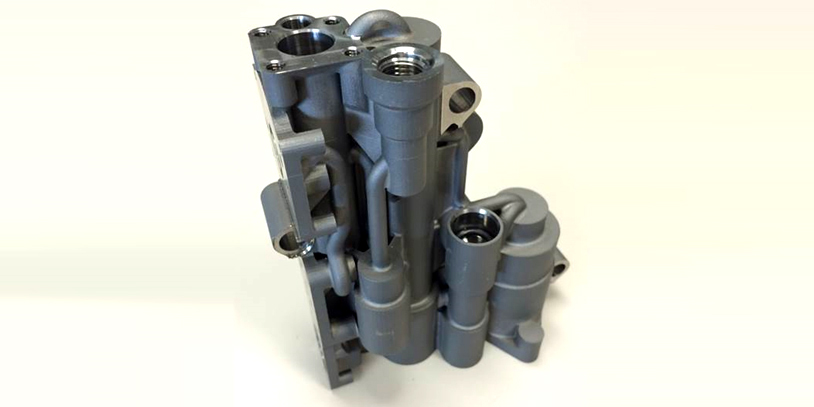
ADDITIVE MANUFACTURING USE CASE: REDUCING LEAD TIMES
Moog is a leading designer and manufacturer of flight control systems for commercial and military aircraft platforms. It is common in these programs to build significant quantities of development and even early production hardware before the aircraft flight test program is completed. There is always the possibility that flight test results can drive changes in the hardware designs. Long lead times associated with conventional manufacturing can mean that a significant investment in hardware and tooling are at risk until the flight test program concludes. This was true for the use case presented here, a 15-5PH stainless steel cylinder for a hydraulic flight control actuator. In production this design is based upon a stainless steel forging procured from an aerospace supplier, which is then delivered to a second supplier for finish machining before delivery to Moog. Prove out and supplier qualification of a production part can take up to 12 months. An additive manufactured 15-5PH part was considered as an alternative for initial part production. Minor design updates were needed to optimize the part for the AM process. Parts were printed in a week, and were finish machined using the same tooling that was used for the production forged part. In this scenario, AM parts can be employed for early development and low rate initial production until flight testing is complete and the design fully frozen. At that point production tooling can be implemented to further reduce the high volume production costs. A plan such as this could mitigate the risks to tooling and inventory, and would start to open the door to supply chain innovations of the future such as customer printed spares.
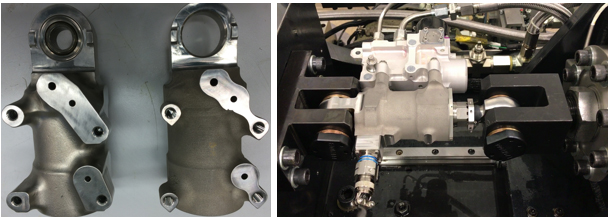
Images from left to right: AM Hydraulic Actuator Cylinder vs. Forged Hydraulic Actuator Cylinder, Hydraulic Spoiler Servoactuator with AM Cylinder (center) under test
HISTORY
Founded in the early 1950s as the Little Gem Valve Company, the bulk of our delivered goods at Moog are made up of machined metallic piece parts built up into assemblies and sub-systems, together with associated controls and electronic assemblies. We have a long history in making quality components to the tightest tolerances, in quantities thought to be impossible. We were early adopters of computer numerically controlled machine technology as it became available in the following decades. We have always thought of our manufacturing capabilities as competitive advantage and a differentiator in our competitive markets.

Images from left to right: Boeing 787 Aileron Servoactuator with Remote Electronic Unit, Moog 6DOF Simulation Table, Control Electronics Platform for Space Application

