Customers of galvanized steel sheet in New Zealand are enjoying products with improved surface finish, thanks to a Skin Pass Steel Mill Upgrade Project at New Zealand (NZ) Steel for which Moog provided a specialist control system and hydraulic engineering expertise.
NZ Steel's refurbished plant boasts a new electro-hydraulic servo control system, and the project highlights Moog's engineering expertise in applying high performance electro-hydraulic technologies to plant upgrades.
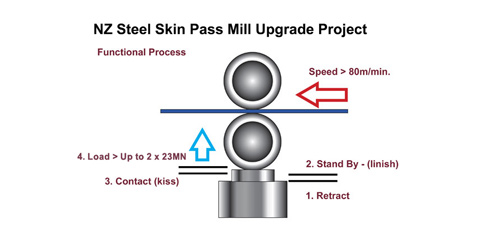
Skin pass milling is a post-processing process used to improve the surface finish of cold-rolled or coated steel (the process is explained in more detail in the panel). It can be a single or multiple roll process (the NZ Steel unit is a single, two-high roll stand) and typically can apply forces up to 2.5MN (562,000 lbf) per side for a 1.5 m (59 in) wide sheet. The actual force load applied varies according to input parameters, such as surface finish and thickness.
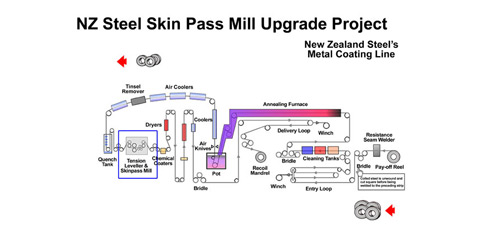
In this case, the line is part of the metal coating Galv line (galvanizing) process. Users of the product from this line are typically in white goods, roofing, cladding and structural sections.
In early 2006, Global Hydraulics & Controls (GHC), Moog Australia's New Zealand Value Added Reseller (VAR) asked Moog to assist in bidding for the upgrade of a Skin Pass Mill control system. Pitted against international competition, it was important for GHC to submit a proposal with a superior technical solution which was locally supported and provided a value solution to NZ Steel. After much discussion including onsite demonstrations by Moog and GHC of the Moog Servo Controller (MSC) platform, GHC was awarded the contract for the upgrade. Key elements of the success included the proposed team of GHC together with the specialist engineering support of Moog Australia for the control and hydraulic solution.
Integral to the upgrade project was the challenging requirement to switch the new system into the production line within four days, during a planned plant shutdown. The system had to function immediately with no time possible for trouble-shooting or tuning. To ensure this happened, a dummy mill stand was built by GHC and run in parallel to the main line to test and confirm the functionality of the Moog control system and 100% validate the interface with the NZ Steel CITEC host control system. Detailed event maps were established for every part of the process to ensure the Skin Pass functionality and control responsibility was maintained between the Moog controller and the NZ Steel CITEC system.
Peter McArley of GHC was the project manager, leading the GHC team in putting their proposal together, winning the business and managing the execution of the project. Peter was supported by Moog Australia's team of Peter Heitmann, Business Development Manager, Jeff Jones, Technical Service Manager and engineering team. On the customer side, NZ Steel's Principal Engineer Damien Little acted as Project Leader. His role, besides overall project management, was to establish that the control strategies implemented met the requirements of the process. He was supported by Project Engineer John Sayer.
The existing mill stand was an over 30 years old SACK design and was no longer supported by the installer. Spares were hard to come by and in-house maintenance expertise had been dwindling.
The control strategy specification was established in conjunction with NZ Steel engineers during a pre-commissioning phase period of three months from project order to placement. It involved establishing the expected performance parameters, operator control interface and communication protocol (Industrial Ethernet IP) between the Moog controller and the upgraded Allen Bradley-CITEC line control system.
A major benefit is that it is now possible for the set-up to be carried out by a trained technician rather than a controls engineer, with integrated control being provided within the setup parameters, including valve drive limit, ramp rates, and gain and drive characteristics.
In operation, the process control requires the roll to be lifted onto the sheet ('kiss') before applying a controlled load. The control, although simple in concept, is in reality complex, as one side of the roll, although synchronously controlled, will reach the sheet before the other due to misalignment errors caused by measurement limitations or different play in the roll bearings.
The solution was to synchronously lift each side of the roll onto the sheet under position control with a low level force over-ride – the roll is lifted up to the sheet but is limited by a force override outer control loop until both sides of the roll make contact and the bearing play in the top roll is taken up. The transition from position to the low force control is seamless.
This initial force is enough to lift both rolls but not enough to risk grabbing or jamming the sheet. This is essential as it could mean up to 500 m (1640 ft) of product could be lost and as much as two days of production downtime incurred while the line was reset.

Once both sides are in contact and all bearing play is removed, the force is ramped to the required process level with near zero overshoot.
The low level control (known as the skin pass roll control) is implemented using the MSC digital microprocessor- based controller. The control strategy implemented within the MSC was designed and programmed by Moog engineers. It was based upon a detailed analysis of all operational modes of the process ensuring a robust, high integrity solution. The controller provides the closed-loop position movement and force control for the skin pass roll and also includes the management of the auxiliary hydraulic valves operating the actuators and the supporting hydraulic power unit , the design of which is also integral to the upgrade - because as the line operates continuously, so must the power pack. The system allows high levels of pre-emptive management to be implemented, resulting in higher productivity and more user-friendly working environment.
The new system required replacing the existing servovalve manifold assemblies, which control each of the load cylinders. These are effectively displacement rams, relying on the weight of the roll to retract. However, in the emergency mode, a powered retract is required in order to quickly and reliably move the roll off the sheet.
The Moog products used were a Moog Direct Drive High Performance Servovalve (DDV) and hydraulic cartridge valves, which have electric feedback control (EFB) and position feedback, enabling the high level of safety interlock and pre-emptive management within the process, which is now possible, due to the application of modern digital microprocessor-based products within hydraulic systems.
The selected design uses two Moog Radial Piston Pumps version with Digital Control (RKP-D), high performance variable displacement pumps with a digital electronics. The RKP-D controllers seamlessly enable the pump pressure and flow to be regulated according to the system demand thus minimizing the power used and enabling the system to be optimally tuned, so that transitioning from one pressure level to another avoids (via ramping and level limits) the possibility of overshoot, as this could potentially damage the product. This result is particularly significant, as the hydraulic control mode for the load cylinders is open-loop switching of direct control valves when lowering off the sheet.


The new system has now been operational for more than 18 months with high reliability and no down time due to the Skin Pass control process.
What does a skin pass steel mill do?
In this process the cold rolled annealed strips are given a desired surface finish. It improves the flatness and suppresses the yield point elongation. Anti rust oil is used on strip surface as protection from rust.
Two major categories are to be considered as far as steel surface is concerned; namely cold-rolled steel and hot-rolled steel. All steel is originally hot-rolled, while some of it goes through the cold rolling process later. Basically, hot-rolled means that the steel is heated in the furnace to a cherry-red temperature and then passed through a series of rolling mills to reduce it to the desired size. When cold-rolled steel is wanted, the hot-rolled steel is reduced only part of the way in gauge and then allowed to cool and then finally passed through a series of reducing mills without further heat being applied to the metal. As metal is worked from one reducing mill to the next, the grain structure is rearranged in such a manner that the steel becomes harder and more brittle. To offset this embrittlement the steel must be periodically "softened' or annealed between cold working operations. Annealing is accomplished by passing the metal through a furnace again, heating it to a cherry-red temperature. These extremely high heats actually burn the surface of the metal thereby producing scaly deposits that makes it necessary to pass the metal through an acid pickling tank after annealing and for a second time just before the final cold-working. The second pickling operation is a 'must' if an even and brighter surface is to be expected. The burning or oxidation can be largely prevented, however, by passing the metal through what is known as an atmospherically controlled furnace. In this type of furnace all oxygen has been removed, thereby eliminating any possible scale production. Without oxygen no oxidation can take place, therefore the metal emerges in much the same condition surface wise as when it entered the furnace.
There is a definite difference in the amount of reactivity to chemicals between hot-rolled and cold-rolled surfaces. Cold-rolled, steel has a much finer grained, smoother and less porous surface. This is so because cold rolling tends to 'fold in' and close up the pores. The less porous the surface, the less surface area is presented to chemical attack by acids, alkalis, and phosphating compounds. By the same token, soft hot-rolled steel is more porous and therefore more reactive to chemicals than is hard, tempered steel. With soft steel the metal is cold-worked and then annealed just before the final pass which is a light 'skin pass' through the rolls which reduces thickness no more than 50 microns. This amount of final cold reduction is not enough to close up the pores as much as hard tempering, in which the steel is reduced by several cold rolling passes after annealing, giving it a shinier surface.
Steel Skin Pass Mill Upgrade Project – Summary Specification
Operating range 50 – 250 bar (725 – 3600 psi)
Pressure: repeatability to 0.25 bar (3.6 psi)
Position: static error < 0.1 mm (< 0.004 in)
Tracking error between axes: < 0.2 mm (< 0.008 in)
Roll mass 10,000 kg (22,000 lbs)
Raise 8 mm/s (0.32 in/s)
Lower 10 mm/s (0.4 in/s)
Authors
Jeff Jones is Technical Service Manager of Moog Australia, employed since 1980 in Melbourne and previously at Moog Germany for 8 years. He holds a Bachelor of Engineering from Monash University in Melbourne and has wide ranging engineering experience within Moog.
Peter Heitmann is the Business Development/Sales Manager for Moog Australia, located in Melbourne where he has been employed since 1991. He tertiary qualified in Mechanical Engineering from AUT University Auckland NZ and has 25 years experience in the design and sales of electro-hydraulic solutions.